After printing the regulator flow knob, I was rather pleased with myself. Then the black filament ran out while printing a coaster, so I changed to the new AMZ3D filament I bought recently. I decided to try the white. The spools are smaller, both the hole and the width, so my current ABS pipe holder would not work.
I tried printing “from the box” as I’d done with the MG Chemicals filament, but it didn’t work with the smaller, side opening box. Instead it jerked the z axis at the start of a print and threw off the bed adjustment!
I managed to get that fixed, but took the opportunity to change the bed mount system to now use nylock nuts for greater vibration resistance. While I was at it, I again ran into the mess that is setting the z endstop.
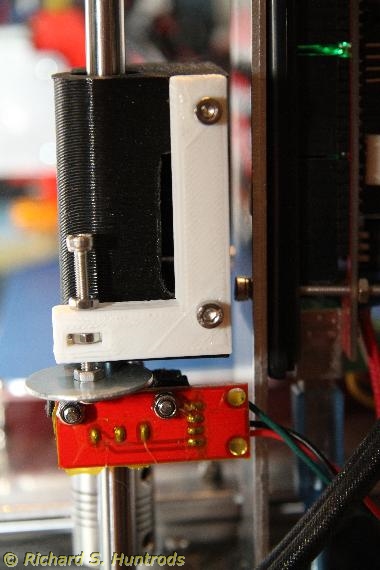
So I decided to design a new adjustment system for the endstop. It uses the same new z endstop I printed a while ago and have been using with good results, but added a screw adjuster.
I designed the plastic to hold the screw using Tinkercad, then printed it. The first one wasn’t correct, but allowed me to see the problem and correct the design. The second was perfect. I mounted it on the non-motor x axis end that rides the vertical bar. One problem I discovered is the screw could not possibly touch the z endstop microswitch. I needed a lever, but turning the screw would spin the lever. I needed a round lever, a.k.a. a washer. Finding a suitable washer, I assembled the z endstop adjustment system and in the first test it worked perfectly. Better than that, it is now easy to make micro adjustments to the z endstop for quick adjustments of the extruder height. Photos attached.
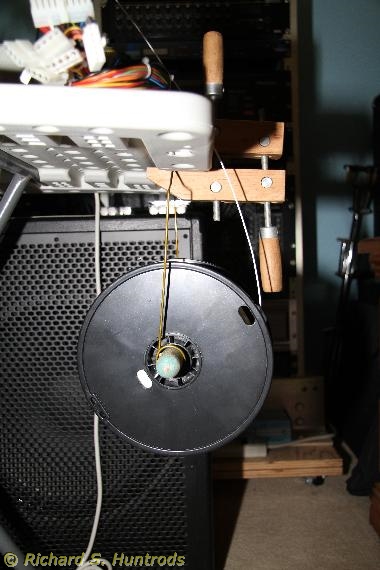
Then I needed a new filament holder. During these test prints, I used a holder I made quickly from a bent metal coathanger (see photos) clamped to the table. It worked but looked like crap.
Today I designed a new spool holder, also out of a coathanger and a length of broomstick, but modified it based on what was wrong with the first one. It works great, and again photos attached.
All in all a great end of the week.