Yesterday the new aluminum extruder came from amazon.ca for my delta printer. It was nicely packaged and although the instructions could have been better (b&w photos aren’t great for assembly), they were adequate.
I removed the original plastic-parts extruder and installed the new extruder. It was immediately obvious the mechanism is much better than the original. The toothed wheel is a much finer tooth count, and the idler wheel with notch is much smoother. The spring tension is not adjustable either from close examination nor from the assembly photos, but seems to work in an excellent fashion.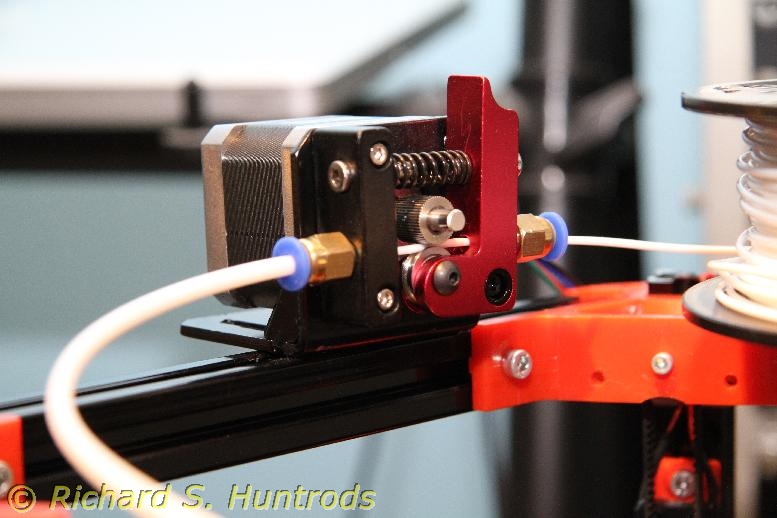
The only hiccup was when I tried to test the calibration. No matter what, I could not get it to extrude. Finally, after much frustration, I realized the two settings in pronterface are not extrude lenght / reverse length, but rather settings for 1.extrude/reverse length and 2. extrude/reverse SPEED. Setting it from the default of 10mm/min to 120mm/min (2mm/sec) was all it took to see some action. Unfortunately the operation was now reversed due to placement of the idler compared to the original extruder.
Fortunately there’s a setting in the configuration.h file for stepper direction which includes the extruder stepper. Flipping the binary option caused the extruder to properly extrude/reverse. Due to the finer gear spacing, asking for 1cm gave 1.4cm. It’s a quick parameter change to fix that and confirm requesting 1cm now gives 1cm extrusion (and retraction).
Finally, I reconnected the filament and tube to the hot end, burning myself severely in the process (2nd degree on a finger which slipped). Once connected I made a test print of the benchy (boat). The first layer is still off, but now at least I can make adjustments knowing the extruder is functioning properly.
Final lesson learned: 185C is VERY, VERY hot. It will cause an instant 2nd degree burn as I found out to my distress. Fortunately immediate cold water followed by ice for 2 hours has reduced the damage significantly.