I have been experimenting with print settings for my 3D printer, to overall good success, until things failed.
The printer uses 1.75mm filament, which is heated and then extruded through a 0.4mm nozzle. However, it is possible to set the layer height to any value from 0.1mm to 0.4mm through the slicer software. The default was 0.3, but lower values are supposed to create smoother and more detailed prints.
Last week I stared printing with 0.2mm layer height, and things were going well. The prints did seem more detailed, but then disaster. During one print, I started to hear a clicking sound from the extruder. This is not good as it indicates the extruder is jamming somewhere and not feeding properly.
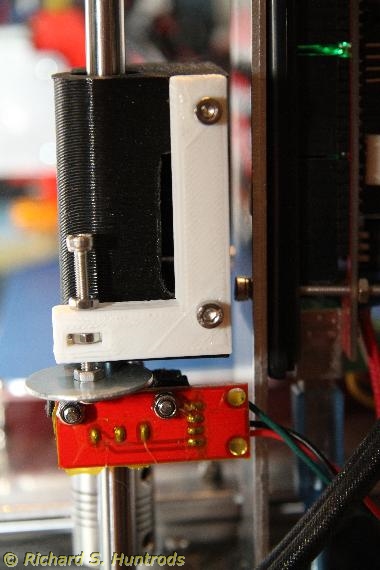
Checking the print I could clearly see that it had stopped printing. I killed the print and had a closer look. Filament was coming out the extruder gears where it should be feeding the heater & nozzle. In the end I had to completely disassemble the extruder so I could access the stepper motor, gear, pulley and filament jam. The extruder stepper was also very hot, which is not normal.
It took an hour, but I was able to disassemble, clear, and then reassemble the extruder. Unfortunately while reinstalling it I broke one of the printed PLA clips. I was able to glue it, but would need to print a replacement in the future.
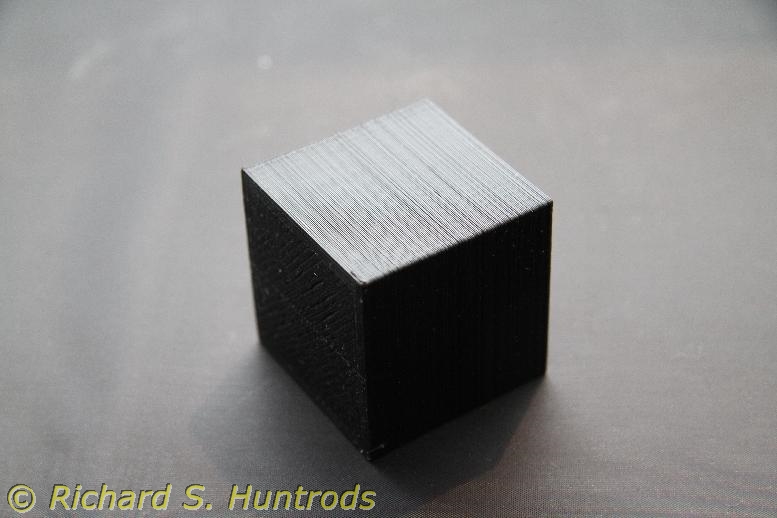
With the extruder cleared, I printed the 20mm box without problems, so then started to print an octopus model. Midway through the print, the extruder started clicking again. This time I killed the print before the jam was bad and was able to remove the jammed filament without difficulty.
However, it left me with a problem: why was the extruder now jamming when it had been working fine for weeks?
I searched the internet for “filament jam” and found several common causes for jams, but only one really seemed to apply to my situation.
I had noticed the base layer was thin, and wondered if the nozzle height was too low. This is one common cause of jams, as the low height prevents smooth flow of filament in the first layer. After testing I realized the nozzle needed to be raised by 0.1mm or more. This is not easy with my current z endstop, but there’s a parameter in the slicer software to include a “z offset”. I did this and the base layer was much better on some test prints.
However, this was not the case before the first jam. I had checked, and removing and reinstalling the extruder had changed the nozzle height just enough to cause the problem. But that did not explain the first jam.
I therefore reflected on the classic problem solving approach, “what changed?”. The one thing I had changed was lowering the layer height from 0.3mm to 0.2mm. As I considered this, it seemed to me a puzzle – why would you think you could get 0.2mm from a 0.4mm nozzle? Should not the nozzle diameter dictate the layer height, not the other way around? You do want adhesion between layers, so it seems logical to use a number like 0.3mm for a 0.4mm nozzle, just to squeeze the layers together a bit. I had been using 0.3mm for weeks without problems, so the logical next step was to return to 0.3mm and see if filament jams ended.
I did that a few days ago, and since then have printed more objects than I have in the weeks before. Every object has printed very well, with good quality, and NO JAMS. So 0.3mm it shall stay. I even printed the new extruder clips and have installed them.
I’ve even stared playing with “vase mode”, where prints are a single layer thick and a continuous spiral of filament. The vases are paper thin, but really fun to make.
So it would seem that I’ve solved my filament jam problem.